
Hier wird erklärt wie heutige Getränkedosen hergestellt werden.
Die hier verwendeten
Texte und Grafiken stammen,
mit freundlicher Unterstützung,
von
![]()
Die Fotos zeigen die
Produktion von 0,33L Coca-Cola Sleek Dosen
am 14.06.2011 im Werk Weißenthurm.
Übersicht der einzelnen Produktionsschritte
| 01 - Ausschneiden und Tiefziehen 02 - Abstrecken und Bodenformen 03 - Beschneiden 04 - Waschen 05 - Außenlackieren 06 - Bedrucken 07 - Trocknen 08 - Erste Innenlackierung 09 - Einziehen 10 - Bördeln 11 - Bodenlackierung 12 - Zweite Innenlackierung 13 - Testen auf Löcher und Bördelrisse 14 - Testen auf Innenfehler 15 - Palettieren |
| Das Weißblechband wird abgespult, seine Oberfläche mit einem leichten Schmierfilm versehen und kontinuierlich der Tiefziehpresse zugeführt. | 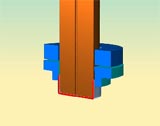 |
| In jedem Einzelwerkzeug der Presse wird zunächst eine Ronde ausgeschnitten, die dann durch den Ziehstößel über den Ziehring zu einem Napf (Cup) geformt wird. Das Werkzeug enthält 9 bzw. 10 Einzelwerkzeuge, die nebeneinander und hintereinander angeordnet sind. | 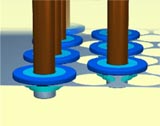 |
Abstrecken und Bodenformen
| Der Napf wird der Abstreckmaschine von oben zugeführt. Der Stößel drückt ihn zunächst durch den Nachziehring, so dass sein Durchmesser unter Beibehaltung der Blechdicke auf Stempeldurchmesser reduziert wird. Zur Vermeidung von Falten wird der Napf durch einen Niederhalter gehalten. | 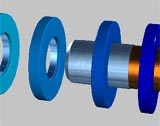 |
| Die unmittelbar dem Nachziehring folgenden Abstreckringe 1 bis 4 bilden jeweils mit dem Stempel einen Spalt, in dem die Wandstärke der Dose durch "Abstrecken" des Weißbleches reduziert und die Dose somit verlängert wird. Am Ende dieses Hubes trifft der Stempel mit der Dose auf das Bodenwerkzeug, wodurch die Bodenform gebildet wird. | 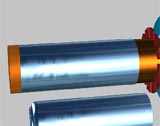 |
| Beim Zurückfahren des Stößels wird die Dose durch einen Abstreifer vom Stempel entfernt und über eine Taschenkette aus der Maschine befördert. |  |
Beschneiden
| In der Beschneidemaschine wird die Dose von einem Vakuumteller gehalten, in Rotation versetzt und dann axial verschoben, bis sie die gewünschte Beschnitthöhe erreicht hat. Dann wird der bewegliche Messerteil zur Dose hingeführt. |  |
| Während sich die Dose genau einmal dreht, wird der Dosenrand zwischen oberem und unterem Messer gratfrei auf die notwendige Höhe abgeschnitten. Die abgeschnittenen Ringe werden über Vakuum abtransportiert, zu Ballen gepresst und wieder der Weißblechherstellung zugeführt. |  |
Waschen
| Vor der Außen- und Innenlackierung wird das für die Formung der Dose benutzte Abstreckmittel entfernt. Die Dosen werden auf einem breiten Band dem Wascher zugeführt und kopfstehend durch mehrere Waschkammern transportiert. |  |
| Dabei wird die Dosenaußenseite von oben angeordneten Düsen und die Doseninnenseite von unten angeordneten Düsen mit Leitungswasser gespült. Direkt hinter dem Wascher wird die Dose im Trockenofen mit Warmluft von ca. 200 Grad getrocknet. |  |
Außenlackieren
| Zum Schutz vor Korrosion und aus Gründen der Dekorgestaltung werden die Dosen außen lackiert. Entsprechend den Kundenwünschen können weiße Lacke, Gold- oder Klarlacke sowie aluminiumfarbene Lacke verwendet werden. |  |
| Die Lacke sind in der Regel auf Wasserbasis aufgebaut. Die Dosen werden über ein Einlaufrad auf Abstand gebracht und mittels Vakuum auf die Lackierdorne des Mandrelrades aufgezogen. Diese werden dann vom Vordrehriemen in Drehung um ihre eigene Achse versetzt. Dabei übernehmen die auf den rotierenden Lackierdornen sitzenden Dosen den Lackfilm vom Lackierrad. Die nun lackierten Dosen werden anschließend von den Lackierdornen abgeblasen und von einem Magnetband zum Trockenofen gefördert. Der Lack wird aus einem Lackbehälter zum Gravurzylinder gepumpt und von diesem in der gewünschten Menge auf das gummierte Lackierrad übertragen, das ihn weitergibt auf die Dosen. | 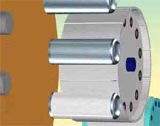 |

Bedrucken
| Die außen lackierten Dosen werden wie bei der Lackiermaschine über ein Einlaufrad auf Abstand gebracht und mittels Vakuum auf die Dorne des Mandrelrades aufgezogen. Diese werden dann vom Vordrehriemen in Drehung um ihre eigene Achse versetzt. |  |
| Dabei wickelt die vom Dorn getragene Dose gegenüber dem Drucktuch synchron ab und übernimmt von diesem das komplette Dekor mit allen Farben. Durch die Farbwerke werden die einzelnen Farben über Farbkasten, verschiedene Walzen und den Klischeezylinder mit aufgespannter Druckplatte auf die Drucktücher übertragen. Die Hochdruckklischees übernehmen nur Farbe an den Stellen, an denen sie erhöht sind. Jedes Farbwerk druckt dabei also eine Farbe auf das Gummituch. Vor dem Auftreffen der Dose auf das Drucktuch befinden sich alle Farben auf dem in den Druckbereich einlaufenden Gummituch; hier ist das Druckbild spiegelbildlich. Durch Abrollen der Dose auf dem Gummituch werden dann die Farben auf die Dose übertragen und das Druckbild wird positiv. Die nun bedruckten Dosen werden anschließend von den Dornen abgeblasen und von einem Magnetband zum Trockenofen gefördert. |  |


Trocknen
| Der Trockenofen ist im Prinzip in 3 Zonen aufgeteilt (2 Heizzonen und 1 Kühlzone). Die Heizzonen dienen zum Aufheizen der Dosen und damit dem Verdampfen der flüssigen Bestandteile sowie dem Vernetzen von Lack bzw. Druckfarbe. Die Luft in den Heizzonen wird rezirkuliert, damit nicht zuviel Frischluft aufgeheizt werden muss. | 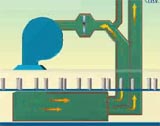 |
| Die Abluft wird der thermischen Nachverbrennung zugeführt, wo die Ofenabgase zu Kohlendioxyd und Wasser rückstandsfrei verbrannt werden. Nach Austritt der Dosen aus der Heizzone gelangen diese in die Kühlzone und werden der Umgebungstemperatur angepaßt. |  |

Erste Innenlackierung
| In der Innenlackiermaschine wird die Dose einem Lackierstern zugeführt und auf einer Vakuumaufnahme positioniert. Sie wird in Rotation versetzt und läuft an 2 Spritzpistolen vorbei, von denen die erste den Dosenboden und den unteren Teil des Rumpfes, die zweite Rumpf und Boden lackiert. |  |
| Nachdem beide Spritzpistolen die notwendige Lackmenge aufgebracht haben, wird die Dose über ein Auslaufband einem Sammeltransport und dem nachgeschalteten Innenlack-Trockenofen zugeführt. |  |
Einziehen
| Die noch zylindrische Dose muss zur Aufnahme des kleineren Deckels im oberen Bereich im Durchmesser reduziert werden. Während des Einziehens wird die Dose auf eine Pinole geladen und mit der offenen Kante durch axiale Bewegung der Pinole in das Aussenwerkzeug gedrückt. | 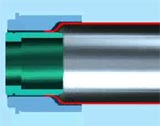 |
| Dort wird der obere Rand der Dose nach innen gebogen und der Durchmesser zylindrisch reduziert um ca. 1mm. Die Pinole bewegt sich anschließend zurück, die Dose wird mit Druckluft aus dem Werkzeug gedrückt und in die nächste Station befördert. Dort wird nach gleichem Schema eine weitere Durchmesserreduzierung erzeugt. Zur Erreichung des erforderlichen Enddurchmessers werden insgesamt 15 Stationen benötigt. | 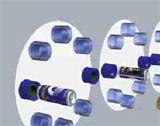 |

Bördeln
| Der Bördel ist notwendig, um die gefüllte Dose mit dem Deckel sicher zu verschließen. Es geschieht in der 16. Station der Einzieh- und Bördelmaschine. |  |
| Die Dose wird wiederum auf eine Pinole geladen und axial in einen Bördelkopf gedrückt. | 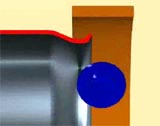 |
| Das offene Ende der Dose wird durch die 3 am Umfang verteilten Rollen des Bördelkopfes und dessen Rotation nach außen gebogen und entsprechend der Geometrie der Neckrollen zum Bördel ausgeformt. |  |

Bodenlackierung
| In der Bodenlackiermaschine wird der metallisch blanke Dosenboden von aussen lackiert. Die Dosen werden über den Einlaufstern dem Arbeitsstern zugeführt. Dessen 6 Magnetaufnahmen nehmen jeweils eine Dose am Bördel auf und setzen sie in Drehung um ihre eigene Achse. |  |
| Mit dem Arbeitsstern laufen 6 Spritzpistolen synchron um, von denen jede den Boden der ihr zugeordneten Dose spritzlackiert. | 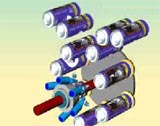 |
Zweite Innenlackierung
| Je nach Verwendungszweck der Dose erhält sie nun eine zweite Innenlackierung. Die Funktionsweise der zweiten Innenlackierung ist identisch mit der ersten. | |
Testen auf Löcher und Bördelrisse
| Alle produzierten Dosen werden auf Löcher und Bördelrisse getestet. Diese beiden Fehlerarten können durch die starke Verformung des Weißbleches auftreten. Jede Dose wird von einer Andrückspindel aufgenommen und sofort nach der Aufnahme in axiale Richtung verschoben, bis sie mit der offenen Seite die Bördeldichtung erreicht hat. |  |
| Nun wird sie mit dem Sternrad an einer Lampenbatterie vorbeigeführt. Von außen fällt also Licht auf den Rumpf der Dose. Läßt nun ein Loch oder ein Bördelriß Licht ins Innere der Dose eindringen, reagiert der an der offenen Dosenseite befindliche Sensor und bewirkt das Auswerfen dieser fehlerhaften Dose in vollem Lauf der Maschine. | |
Testen auf Innenfehler
| Diese Prüfung ist eine kontinuierliche 100%-Prüfung des Doseninneren. Sie geschieht durch ein CCD-Zeilenkamerasystem bestehend aus 5 Kameras. Kamera Nr. 5 überwacht den Boden und den unteren Teil der Dose. Kamera Nr. 1, 2, 3 und 4 konzentrieren sich jeweils auf den ihnen zugeordneten oberen Bereich der Dose. |  |
| Die 5 Kamerabilder werden in einem nachgeschalteten Computersystem mit einem Sollbild verglichen. Sobald eines der 5 gewonnenen Kamerabilder nicht den entsprechenden Vorgaben im Computersystem entspricht, wird die Dose über eine Abblasstation aus dem laufenden Dosenstrom entfernt. |  |
Palettieren
| Der Palettierer fügt die Dosen in bis zu 23 Lagen zu einem fast 3 m hohen Packstück zusammen. | 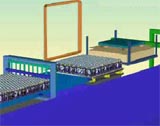 |
| Der Palettiervorgang beginnt mit der Aufnahme einer Leerpalette. Auf diese werden nacheinander Zwischenlagen und Dosenlagen aufgeschoben bis die gewünschte Lagenzahl erreicht ist. Den oberen Abschluss bildet ein Deckrahmen aus Stahl. Um ein für den Transport geeignetes stabiles Packstück zu erzeugen, wird dieses mit Kunststoffbändern je zweimal über Kreuz umreift. |  |

